
Page 172 - Сборник трудов научно-исследовательских работ студентов МАИ
P. 172
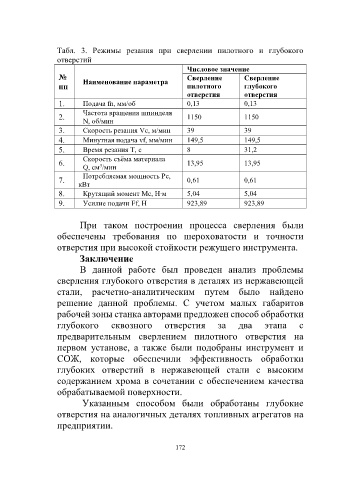
Табл. 3. Режимы резания при сверлении пилотного и глубокого
отверстий
Числовое значение
№ Наименование параметра Сверление Сверление
пп пилотного глубокого
отверстия отверстия
1. Подача fn, мм/об 0,13 0,13
2. Частота вращения шпинделя 1150 1150
N, об/мин
3. Скорость резания Vc, м/мин 39 39
4. Минутная подача vf, мм/мин 149,5 149,5
5. Время резания T, с 8 31,2
Скорость съёма материала
6. 13,95 13,95
Q, см /мин
3
Потребляемая мощность Pc,
7. 0,61 0,61
кВт
8. Крутящий момент Mc, Н∙м 5,04 5,04
9. Усилие подачи Ff, Н 923,89 923,89
При таком построении процесса сверления были
обеспечены требования по шероховатости и точности
отверстия при высокой стойкости режущего инструмента.
Заключение
В данной работе был проведен анализ проблемы
сверления глубокого отверстия в деталях из нержавеющей
стали, расчетно-аналитическим путем было найдено
решение данной проблемы. С учетом малых габаритов
рабочей зоны станка авторами предложен способ обработки
глубокого сквозного отверстия за два этапа с
предварительным сверлением пилотного отверстия на
первом установе, а также были подобраны инструмент и
СОЖ, которые обеспечили эффективность обработки
глубоких отверстий в нержавеющей стали с высоким
содержанием хрома в сочетании с обеспечением качества
обрабатываемой поверхности.
Указанным способом были обработаны глубокие
отверстия на аналогичных деталях топливных агрегатов на
предприятии.
172