
Page 168 - Сборник трудов научно-исследовательских работ студентов МАИ
P. 168
комплексной операции обработки представлен на рис. 1.
Рабочая зона станка показана на рис. 2. Обработка
осуществлялась по схеме с вращением детали и сверла в
противоположных направлениях [1, с. 221].
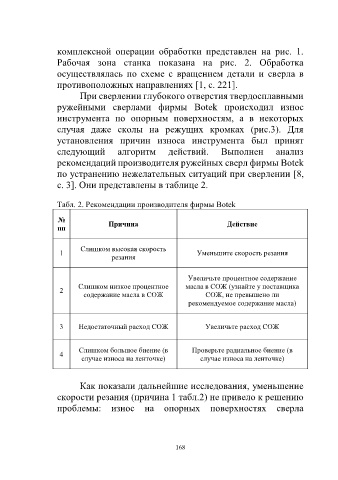
При сверлении глубокого отверстия твердосплавными
ружейными сверлами фирмы Botek происходил износ
инструмента по опорным поверхностям, а в некоторых
случая даже сколы на режущих кромках (рис.3). Для
установления причин износа инструмента был принят
следующий алгоритм действий. Выполнен анализ
рекомендаций производителя ружейных сверл фирмы Botek
по устранению нежелательных ситуаций при сверлении [8,
с. 3]. Они представлены в таблице 2.
Табл. 2. Рекомендации производителя фирмы Botek
№
пп Причина Действие
Слишком высокая скорость
1 Уменьшите скорость резания
резания
Увеличьте процентное содержание
Слишком низкое процентное масла в СОЖ (узнайте у поставщика
2
содержание масла в СОЖ СОЖ, не превышено ли
рекомендуемое содержание масла)
3 Недостаточный расход СОЖ Увеличьте расход СОЖ
Слишком большое биение (в Проверьте радиальное биение (в
4
случае износа на ленточке) случае износа на ленточке)
Как показали дальнейшие исследования, уменьшение
скорости резания (причина 1 табл.2) не привело к решению
проблемы: износ на опорных поверхностях сверла
168